

- 美国GSG美标管螺纹量规
- 美国GSG石油螺纹规│GSG牙形板
- 美国GSG美标ASME螺纹规
- 美国GSG精密量规│进口量仪
- 美国GSG螺纹指示规│螺纹量仪
- 美国GSG倒角量规│锪孔量规
- 瑞士Trimos测高仪│Trimos测长机
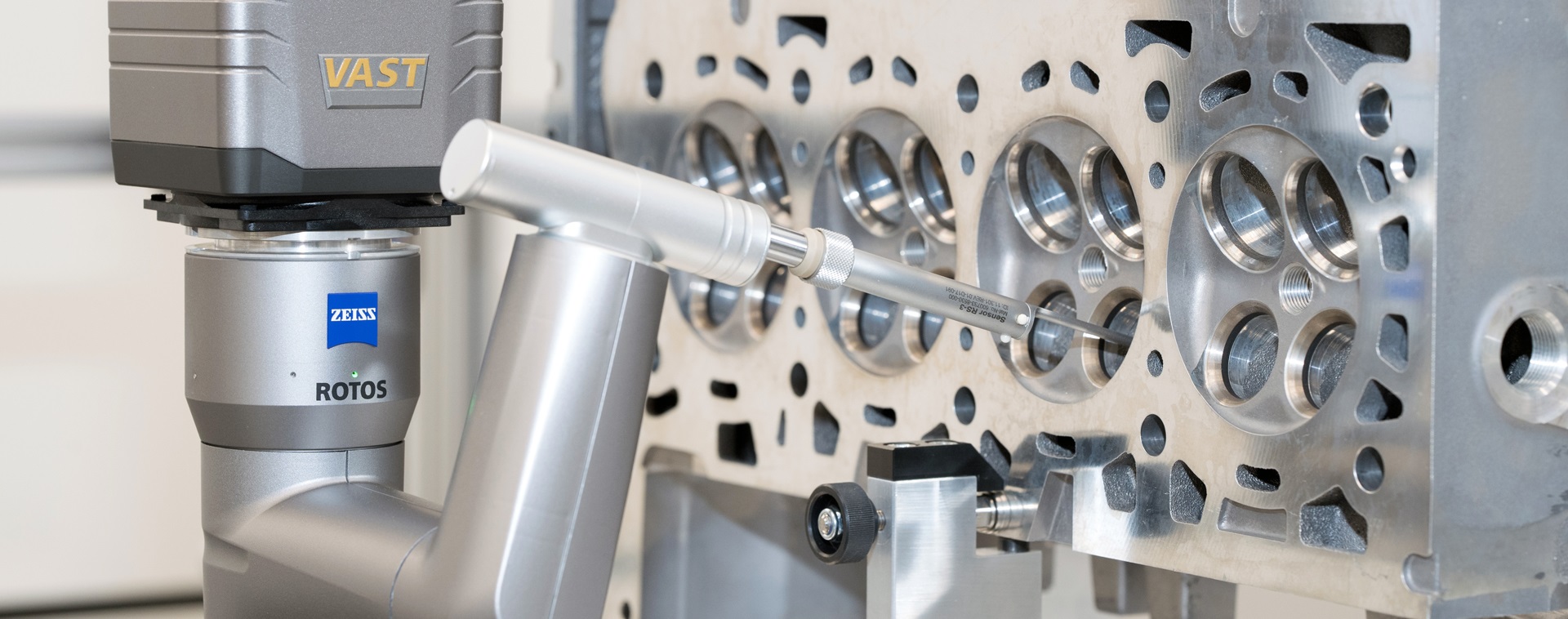
- Hexagon影像仪│海克斯康三坐标
- 苏州Mitutoyo日本三丰量具
- Fischer菲希尔涂层测厚仪
- Elcometer易高涂层测厚仪
- GE超声波探伤仪
- 奥林巴斯超声波探伤仪
- GBIS超声波探头
- Bruker布鲁克光谱仪
- 赛普斯SCIAPS光谱仪
- Western Instrument仪器
- G.A.L. Gage焊接量规
- Clark硬度计│Sun-Tec
- 日本future-tech硬度计
- King便携式布氏硬度计
- Rex Gauge邵氏硬度计
- Ames便携式洛氏硬度计
- Hemco Gage螺纹规
- PMC Lone Star石油量规
- Vermont螺纹规│VTG螺纹规
- GageAssembly螺纹规
- Threadmaster进口螺纹规
- WESTport Corporation
- Threadcheck螺纹规│三线规
- Mueller Gage沟槽量仪
- Kroeplin精密卡规
- 美国环球Universal Punch
- 德国Schwenk进口内径量仪
- Allen Gauge and Tool
- Fowler High Precision
- Swiss Precision Instruments
- Flexbar Machine Corporation
- Acem螺纹规│Stub Acme螺纹规
- 苏州工量具│测量仪器
- Wrentham Tool Group
- Meyer Gage针规、梅尔量规
- ASKER橡胶硬度计
- NAKANISHI高速主轴
- OJIYAS螺纹规│OJIYAS气动量仪
- Microset 复制胶
- DeFelsko涂层测厚仪
- OSG丝锥│OSG螺纹规
- Western Gage 气动量仪检具
- Michigan Spline Gage Co
- Southwest Calibration Service
- McCord and Company
- Pennoyer-Dodge Company
- Pi Tape Texas, LLC
- BARCOR INC.
- Advanced Systems and Designs
- Calmetrics Inc

苏州斯托茨机电设备有限公司专业供应API石油螺纹量规,石油校对规,,石油螺纹量规, 石油套管偏梯形螺纹量规石油螺纹量规,石墨电极螺纹量规,石油螺纹量规,螺纹量规,石油螺纹量规,随货附检测报告。石油套管螺纹量规|石油工作规|石油校对规|石油管螺纹保护器|石油钻杆外螺纹刀杆|石油油管螺纹刀片等,品牌包括陕西宏峰、宝鸡宝石、美国GSG、美国PMC,同时代理德国马尔mahr、日本三丰mitutoyo、瑞士tesa测高仪、瑞士trimos测高仪。
美国PMC抽油杆石油专用螺纹量规的特点在于:控制塞规和环规的螺纹单项要素(锥度、螺距、半角和塞规中径);用校对塞规作为检验基准,与它配对的校对环规作为传递基准,把校对环规与校对塞规的配对紧密距,传递给工作规得到互换紧密距,再传递给产品螺纹。

美国PMC石油螺纹用于石油行业,根据使用需要细分成直的和有锥度的、不同的牙型,其品种、规格较多,主要分为四大类:
抽油杆及其接箍螺纹(CYG〜CYG29)、石油钻具接头螺纹(NC10〜NC77、2 3/8REG〜8 5/8REG、3 1/2FH〜6 5/8FH、2 3/8IF〜5 1/2IF)、石油天然气工业套管、油管和管线管螺纹(1/8LP〜6LP、4 1/2CSG〜7 5/8CSG、4 1/2LCSG〜7 5/8LCSG、4 1/2BCSG〜7 5/8BCSG、1.05TBG〜4 1/2TBG、1.05UP TBG〜4 1/2UP TBG)、石油钻杆螺纹(2 3/8DP〜6 5/8DP、2 3/8UP DP〜5 1/2UP DP)。
美国PMC石油专用螺纹量规的特点在于:控制塞规和环规的螺纹单项要素(锥度、螺距、半角和塞规中径);用校对塞规作为检验基准,与它配对的校对环规作为传递基准,把校对环规与校对塞规的配对紧密距,传递给工作规得到互换紧密距,再传递给产品螺纹。
石油螺纹用于石油行业,根据使用需要细分成直的和有锥度的、不同的牙型,其品种、规格较多,主要分为四大类:
1、石油钻具接头螺纹量规,是检验石油钻杆接头、方钻杆和钻铤等钻杆结构件的连接螺纹的检验量具。根据钻具接头形式的不同,量规可分为正规型(REG)、贯眼型(FH)、数字型(NC)三种;而内平型(IF)则在逐步淘汰。
石油钻具接头螺纹量规正规型(REG)规格有2 3/8REG、2 7/8REG、3 1/2REG、4 1/2REG、5 1/2REG、6 5/8REG、7 5/8REG、8 5/8REG。
美国PMC贯眼型(FH)规格有3 1/2FH、4 1/2FH、5 1/2FH、6 5/8FH。
数字型(NC)较常用规格有NC23、NC26、NC31、NC35、NC38、NC40、NC44、NC46、NC50、NC56、NC61、NC70、NC77等等。
2、美国PMC石油套管螺纹量规, CSG(短圆螺纹套管,螺纹为圆螺纹,齿顶、齿底为圆弧状;锥度为1:16;牙型角为60°,牙侧角为30°;螺距为3.175和2.54,牙型高度:1.810、1.412,每英寸8牙、10牙时),长圆螺纹套管代号(LCSG)。
BCSG(美国PMC偏梯形螺纹套管,13 3/8″以下锥度为1:16,16″以上锥度为1:12,螺距为5.08(5牙/寸);牙型高为1.575;牙侧角为3°和13°,牙型角为13°。
注:13 3/8″以下,螺纹齿顶、齿底与母线平行;16″以上,螺纹齿顶、齿底与轴线平行。
CSG常用规格有4 1/2CSG、5CSG、6 5/8CSG、7CSG、7 5/8CSG、8-5/8CSG、9-5/8CSG。
LCSG常用规格有4 1/2LCSG、5LCSG、6 5/8LCSG、7LCSG、7 5/8LCSG、8-5/8LCSG、9-5/8LCSG。
美国PMC BCSG常用规格有4 1/2BCSG、5BCSG、6 5/8BCSG、7BCSG、7 5/8BCSG、8-5/8BCSG、9-5/8BCSG。
3、石油油管螺纹量规,此螺纹亦较为常用,规格有1.050TGB-4 1/2TBG(不加厚油管螺纹量规)、1.050UPTBG-4 1/2UPTBG(为外加厚油管螺纹量规),螺纹为60°牙形角、1:16的锥度。
美国PMCTBG(不加厚NUE、NU)螺纹规格有1.050TBG、1.315TBG、1.660TBG、1.900TBG、2 3/8TBG、2 7/8TBG、3 1/2TBG、4TBG、4 1/2TBG。
UPTBG(加厚EUE、EU)螺纹规格有1.050UPTBG、1.315UPTBG、1.660UPTBG、1.900UPTBG、2 3/8UPTBG、2 7/8UPTBG、3 1/2UPTBG、4UPTBG、4 1/2UPTBG。
4、美国PMC石油管线管螺纹量规,标准代号为LP、牙形角为60°、1:16的锥度,螺距有0.9407、1.411、1.8143、2.2087、3.175。
石油管线螺纹量规规格有1/8LP、1/4LP、3/8LP、1/2LP、3/4LP、1LP、1 1/4LP、1 1/2LP、2LP、2 1/2LP、3LP、3 1/2LP、4LP、5LP、6LP。
一、 概述
石油钻杆工作螺纹量规由塞规和与之相配的环规组成。根据紧密距值的传递关系,校对量规用于确定工作量规的互换紧密距值,工作量规用于直接检验产品螺纹,塞规检查产品内螺纹、环规检验产品外螺纹。校对量规、工作量规和产品螺纹三者之间的关系见API SPEC. 7-2001
二、 技术要求
1. 外观:
1.1 美国PMC工作量规应标明量规名称、型号、规格、制造厂家、出厂编号、制造年月及自配紧密距值。
1.2 量规工作表面不该有划伤、刻痕、碰伤和腐蚀痕迹,使用中及修理后的量规不允许有外观缺陷。
1.3 量规两端不完整螺纹应去除及倒钝。
1.4 美国PMC量规可有横贯螺纹的纵向存污槽,且其中一个槽必须经过塞规小端第一个完整螺纹的起始点或环规的大端第一个完整螺纹的起始点。
2. 工作量规螺纹牙侧角和测量表面的表面不能粗糙、粘扣,用以手摸无凸起感觉。
3. 量规的极限偏差:
新到的及修复后的工作量规自配紧密距极限偏差为±0.025mm;互换紧密距极限偏差为±0.100mm;使用中后续校准的量规,其自配紧密距极限偏差和互换紧密距极限偏差为±0.100mm。
4. 检验周期:
工作量规的复校检验周期根据量规的使用情况而定,正常使用情况下工作量规使用400次应进行校验。所有量规长时间放置或发生碰撞后,均应再校验后方可使用。
5. 记录:
对量规的校验时间及数据进行明确的记录并保存。保存时间为三年。
三、 检定条件
1. 检定环境:
新制造的量规为(20±1)℃,使用中的和修理后的量规为(20±3)℃,室内相对湿度小于70%。
2 . 检定前准备:
检定前被检工作塞规和工作环规应清洗干净后放置与室内进行等温处理,等温时间24小时。
3 . 紧密距的确定
a. 测试时,所有件均应载按要求的均衡温度下测量;
b. 将量规清洗干净,在配对旋合前无明显弄脏,
c. 将塞规刚性固定在台钳上,并在螺纹表面用软刷涂上一薄层软质中性润滑油,再将环规缓慢旋入,并正反向反复旋合几次,使润滑油在量规表面分布均匀。
d. 在确认旋合光滑无卡阻现象后,用手旋紧,用手旋紧一对量规不能快速旋合到位,应按每种规格规定使用扭距锤完成旋紧。
e. 用推荐的重锤质量按照自由落体方式锤击,至塞规合环规旋合至紧密距不再变化为止,即锤击12次。
f. 将旋合好的量规置于测量平台上,使用测高仪等测量仪器测量紧密距值。
g. 测量时在量规基面上取均匀对称的四个点测量,取其算术平均值作为紧密距测量值,并将测量结果认真填写《工作螺纹量规校对记录表》中。
h. 紧密距偏差的计算公式按下计算:
△S1 = S1 — S0
式中: △S1 — 紧密距偏差值;
S0
I. 注意事项:
a. 调整盘螺丝松动或变形;
b. 测量人员的读书误差;
c. 量规测量面有毛刺、卷边;
d. 测量仪器测杆松动,零位有误差等‘
e. 丝扣牙底中有未清洗干净的铁屑等杂物;
f. 用错重锤或扭距值;
g. 旋合时塞规未夹紧。
4. 紧密距合格性判定:
4.1
4.2
a. 周期校准紧密距参数小于磨损极限偏差时,则该规周期校准合格。
b. 周期校准紧密距参数大于磨损极限偏差时,则该规可以根据情况进行修复(或更换),修复后的量规则必须重新校准该规的单参数,在单参数合格的前提下,才可以重新校准紧密距参数。
表1
量
2 3/8in, 2 7/8in,NC23 ~ NC31
5 1/2in,6 5/8in, NC56,NC61 1.814
8 5/8in,
5.填写测量报告的过程和专用螺纹量具合格证,实测的修正值交使用者。
苏州斯托茨螺纹规,苏州螺纹规工厂直销、无锡螺纹规工厂直销、常州螺纹规工厂直销、建湖螺纹规直销、盐城螺纹规直销、德国螺纹规厂家代理商、美国GSG螺纹规、美国PMC螺纹规、同时代理校准工作